
Аперацыя рэзкі з'яўляецца важным звяном у вытворчасці плёнкі, і якасць рэзкі будзе непасрэдна ўплываць на якасць гатовага прадукту і плёнкі.Такім чынам, пры выкарыстанні станка для рэзкі для апрацоўкі вы павінны валодаць кантрольнымі кропкамі працэсу рэзкі.
1. Разрэзнае становішча
Рэжучае становішча адносіцца да становішча рэжучага нажа.Любы станок для рэзкі мае пэўнае адхіленне рэзкі.Для забеспячэння цэласнасці ўзору вырабы неабходна ў поўнай меры ўлічваць становішча нажа пры разрэзе.Няправільнае становішча разрэзу будзе выклікаць цяжкасці ў адсочванні расцягнутай плёнкі або дэфектаў малюнка.
2. Напрамак рэзкі
Напрамак разрэзу адносіцца да кірунку размотвання гатовага або паўфабрыката расцягнутага рулона плёнкі.Правільны ці не правільны кірунак разразання непасрэдна ўплывае на пазіцыю кадавання аўтаматычнай упаковачнай машыны, пазіцыю запячатвання гатовай прадукцыі або пазіцыю разца спецыяльнай формы і г. д. Вядома, няправільны кірунак можа быць адрэгуляваны аўтаматычнай упаковачнай машынай або машынай для гатовай прадукцыі .Аднак гэта значна знізіць хуткасць аўтаматычнай упакоўкі або гатовай прадукцыі, што сур'ёзна паўплывае на эфектыўнасць вытворчасці.
3. Сумесны метад
Сумесны метад адносіцца да метаду перакрыцця верхняй і ніжняй мембран, звычайна існуе два віды злучэння і зваротнае злучэнне.Калі кірунак злучэння зменіцца, гэта прывядзе да таго, што аўтаматычная ўпаковачная машына будзе дрэнна здымаць плёнку, закліноўваць і ламаць матэрыялы, што прывядзе да прастою і сур'ёзна паўплывае на эфектыўнасць вытворчасці.Такім чынам, правільны спосаб злучэння павінен быць удакладнены ў адпаведнасці з патрабаваннямі ўпаковачнай машыны заказчыка.
4. Колер стыковачнай стужкі
Клейкая стужка - гэта звычайная поліпрапіленавая поліэтыленавая стужка, якая выкарыстоўваецца для склейвання стретч-плёнак.Для палягчэння аўтаматычнай ідэнтыфікацыі ўпакоўкі, а таксама ідэнтыфікацыі і выяўлення гатовай прадукцыі звычайна выкарыстоўваюцца стужкі, колер якіх кантрастуе з колерам фону прадукту.
5. Спосаб склейвання швоў
Як правіла, для склейвання суставаў выкарыстоўваецца метад узору або стыкавання курсора, які можа цалкам гарантаваць, што нацягнутую плёнку не закране злучэнне ў працэсе здымкі, і можа вырабляцца бесперапынна, не выклікаючы зніжэння эфектыўнасці вытворчасці.Адборка недапушчальная на абодвух канцах клейкай стужкі аўтаматычнай упакоўкі гатовай прадукцыі, яна павінна быць выраўнавана па шырыні плёнкі і трывала прыліпаць;рулон паўфабрыкатаў гатовага прадукту, як правіла, патрабуе, каб адзін канец стужкі быў фланцавым, каб палегчыць гатовы прадукт, звярнуць увагу на становішча злучэння і строга кантраляваць змешванне сумеснага мяшка ў гатовы мяшок.
6. Электрастатычная апрацоўка
Статычная электрычнасць з'яўляецца асноўнай схаванай небяспекай у працэсе вытворчасці расцягнутай плёнкі, таму што існаванне статычнай электрычнасці можа выклікаць такія праблемы, як нераўнамернае намотванне рулонаў разрэзанай плёнкі і адбракоўванне матэрыялу.У цяперашні час найбольш распаўсюджаным метадам ліквідацыі статычнай электрычнасці ў працэсе рэзкі з'яўляецца выкарыстанне статычных элімінатараў.Такім чынам, за выключэннем спецыяльных прадуктаў, агульныя прадукты павінны адкрываць статычныя элімінатары пры рэзцы.
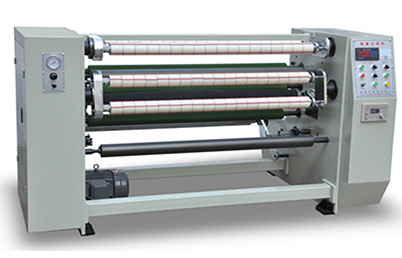
Толькі поўнае разуменне важнасці разразання і поўнае разуменне асноўных прынцыпаў разразання можа звесці спажыванне да мінімуму і гарантаваць лепшую якасць прадукцыі.JINYI Machinery вырабляе лепшую якасцьстанкі для рэзкідля задавальнення патрэб кліентаў у розных тыпах машын.
Час публікацыі: 5 ліпеня 2022 г